



Integrated Production Models Optimize Structural Hard Shell Manufacturing
The global market for professional protective packaging has experienced a steady shift toward specialized, high-performance materials that safeguard valuable equipment during transit. Industries such as precision instrumentation, consumer electronics, and medical diagnostics require containers that offer robust mechanical defense without adding excessive weight. Traditional injection-molded plastic cases introduce unnecessary bulk, while standard soft bags fail to deliver sufficient impact resistance for sensitive components. Consequently, ethylene-vinyl acetate (EVA) molded hard shells fill a critical niche, balancing structural rigidity with lightweight portability across diverse sectors. Within this competitive landscape, YiRong Luggage (DongYang YiRong Luggage Co., Ltd.) has positioned itself as a China leading EVA case manufacturer, establishing rigorous benchmarks for design integration, volume manufacturing, and global regulatory compliance.

DongYang YiRong Luggage Co., Ltd. addresses these strict market parameters by operating an integrated production ecosystem in Zhejiang Province. Established in 2014, the company features a manufacturing footprint exceeding 1,500 square meters, structured explicitly to facilitate seamless transitions from raw material processing to final shipment. The factory physical infrastructure houses 15 advanced molding machines alongside 5 heavy-duty sewing production lines, yielding a stable daily output of approximately 10,000 pieces. This centralized operational model eliminates the quality variance associated with multi-tiered outsourcing. By managing research, prototyping, thermal molding, and quality inspection inside a single facility, the experienced EVA case manufacturer ensures that every batch meets exact geometric tolerances before entering global supply networks.
Multi-Sector Product Framework and Material Integration
The functional utility of an EVA hard shell depends directly on its structural configuration, which must align with the specific physical threats of the target application. YiRong Luggage categorizes its product development into three primary segments, utilizing precise material formulations to optimize protective performance:
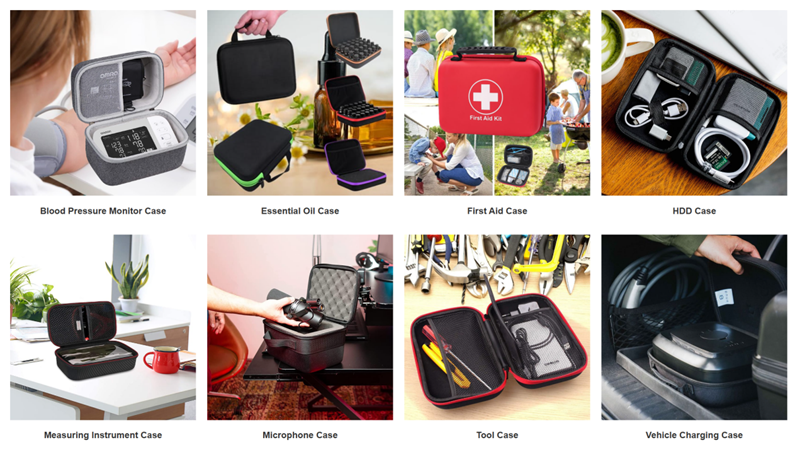
• Industrial and Precision Tool Storage: Heavy-duty tool cases must withstand aggressive environments, including factory floors and construction sites. To prevent tool movement, these cases utilize high-density molded hulls paired with custom-engineered foam inserts. The internal shock-absorbing matrix—featuring die-cut EVA block foam or convoluted egg-crate foam—immobilizes heavy components and absorbs directional impacts.
• Electronics and Medical Equipment Enclosures: Portable medical devices and sensitive electronics demand a high level of environmental sealing. For these sectors, the EVA case manufacturer develops streamlined enclosures featuring water-resistant laminated outer textiles. Velvet interior linings prevent abrasion on screens, while integrated mesh pockets and elastic webbing organize cables and probes.
• Specialized and Custom Purpose Cases: Beyond conventional categories, DongYang YiRong Luggage Co., Ltd. designs niche protective systems for specialized goods, including custom form-fitting cases for commercial drones, rugged outdoor cooking gear, and portable pet care systems. Each product combines high-density thermal molding with application-specific outer membranes.
Material selection forms the baseline of this protective capability. The factory utilizes high-grade EVA sheets laminated with diverse exterior textiles depending on the operational environment. For industrial applications requiring puncture resistance, heavy-denier polyester or ballistic nylon is applied. Conversely, for premium electronics, the factory laminates the EVA substrate with carbon-patterned polyurethane (PU) or matte leatherette fabrics, ensuring that the final product delivers an appropriate aesthetic appearance alongside its primary defensive functions.
Advanced Customization Engineering and Manufacturing Lifecycle
A key requirement for international B2B integration is the capacity to execute complex custom orders while maintaining strict adherence to original design blueprints. Operating as a comprehensive OEM and ODM partner, YiRong Luggage provides corporate clients with an extensive catalog of material combinations. The engineering team utilizes computer-aided design (CAD) and PROE 3D modeling software to transform physical specifications into precise molding matrices. Clients customize every facet of the container, selecting from varied wall thicknesses, targeted structural ribbing, and specific foam densities to match the exact fragile rating of their items.
Branding and hardware integration follow structured protocols to meet professional standards. The factory implements several distinct logo application techniques, including debossing, silk-screen printing, thermal transfer, and rubberized injection labeling, allowing brand logos to blend naturally with the selected exterior textile. Zipper configurations are carefully specified; clients choose water-resistant reverse-coil zippers, heavy-duty nylon tracks, and custom-branded ergonomic pullers. Structural handles are similarly reinforced, utilizing molded rubber or padded webbing to ensure long-term load-bearing reliability.
To lower entry barriers for new product development, YiRong Luggage offers a flexible commercial framework. The company maintains a minimum order quantity (MOQ) of 500 pieces per run, making custom protective solutions accessible for specialized equipment rollouts. Additionally, the factory grants clients access to a comprehensive library of existing molds, reducing upfront tooling costs for standard dimensions. The product development timeline is optimized for commercial predictability: the initial technical prototyping phase spans 7 to 10 days, followed by a mass production cycle of 15 to 20 days, allowing global brands to maintain tight inventory schedules.
Compliance Framework and Logistics Infrastructure
In the international marketplace, technical compliance serves as an essential requirement for entry into regulated industrial sectors. DongYang YiRong Luggage Co., Ltd. maintains a proactive approach to regulatory alignment, ensuring that all raw materials and production processes comply with stringent international standards. The factory products carry verified California Proposition 65, RoHS, and REACH certifications. These certifications confirm that the polymers, adhesives, and dyes used during thermal molding remain free from hazardous chemical concentrations, making the cases fully compliant for distribution in North American and European markets.
Physical proximity to major transport networks further enhances the company corporate viability. Situated in East China, the factory operates close to the deep-water port infrastructures of Ningbo and Shanghai. This geographic positioning drastically minimizes domestic transit times from the warehouse floor to international container vessels. By coordinating direct routes to these major global shipping hubs, the experienced EVA case manufacturer reduces overall freight costs and prevents unnecessary handling delays, ensuring a highly reliable delivery chain for overseas buyers.
Quality Control and Collaborative Value
The true value of a protective enclosure lies in its long-term reliability under continuous operational stress. YiRong Luggage achieves this consistency through a multi-stage quality control system managed by veteran technicians. The inspection process starts at the raw material stage, where incoming EVA sheets undergo density verifications. During thermal molding, operators monitor pressure parameters to prevent structural weak points. The final assembly phase involves detailed checks on stitching tensile strength and zipper smooth movement, ensuring that every hard-shell case performs consistently over its lifespan.
By combining design engineering, automated thermal molding, and cross-border logistics expertise, DongYang YiRong Luggage Co., Ltd. delivers a reliable, factory-direct supply solution for international brands. The company approach demonstrates that a properly executed EVA case serves as an extension of the equipment it protects, preserving product functionality and supporting brand reputation in challenging field conditions.
For more information regarding manufacturing capabilities, product specifications, and custom design solutions, please visit the official company platform at https://www.dyyrevacase.com/
Post time: Jun-18-2026